GZ系列電磁振動給料機(jī)安裝和調(diào)整
1、安裝:
(1)本系列電振機(jī)均為懸掛式安裝,,其中振動器的懸掛吊桿應(yīng)垂直吊掛,,為了減少給料機(jī)的橫向擺動,,給料槽懸掛吊桿應(yīng)向外張開100布置,四個懸掛吊桿應(yīng)吊掛在具有足能剛度的結(jié)構(gòu)上,,對于大型給料機(jī)為了維修和更換料槽方便,,應(yīng)布置移動滑架,懸掛吊桿型式參看附圖1,。
(2)安裝時一般不要折卸安裝,,安裝后的給料機(jī)周圍應(yīng)有一定的流動間隙,使給料機(jī)處于自由狀態(tài),。
(3)安裝后的給料機(jī)橫向應(yīng)水平,,以免給料機(jī)工作時物料向一側(cè)偏移。
(4)按控制原理圖進(jìn)行接線,,并進(jìn)行接地保護(hù),。
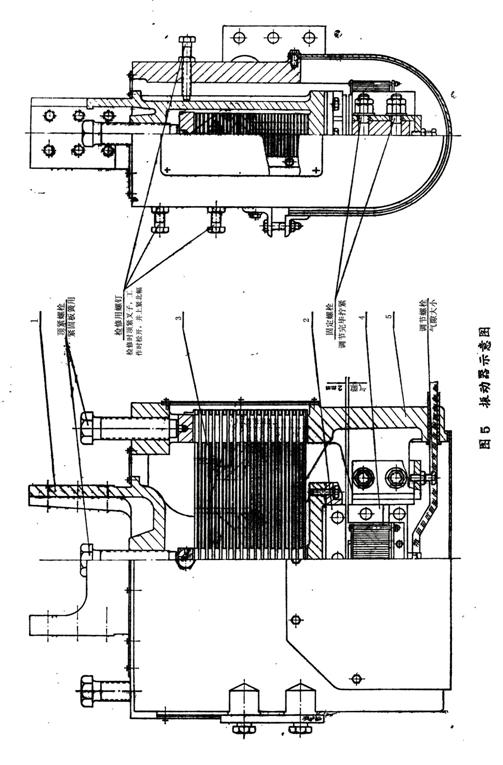
(5)安裝完的給料機(jī)在試運轉(zhuǎn)前必須松開檢修時用的聯(lián)接叉定位螺栓,然后用螺母鎖緊,,參看圖5,。
 2、調(diào)整
給料機(jī)出廠前已經(jīng)調(diào)試好,。經(jīng)過現(xiàn)場試車各項基本參數(shù)確實達(dá)不到設(shè)計要求時,,也應(yīng)進(jìn)行一些必要的調(diào)試,其步驟如下:
(1)調(diào)整鐵芯銜鐵之間的裝配氣隙:
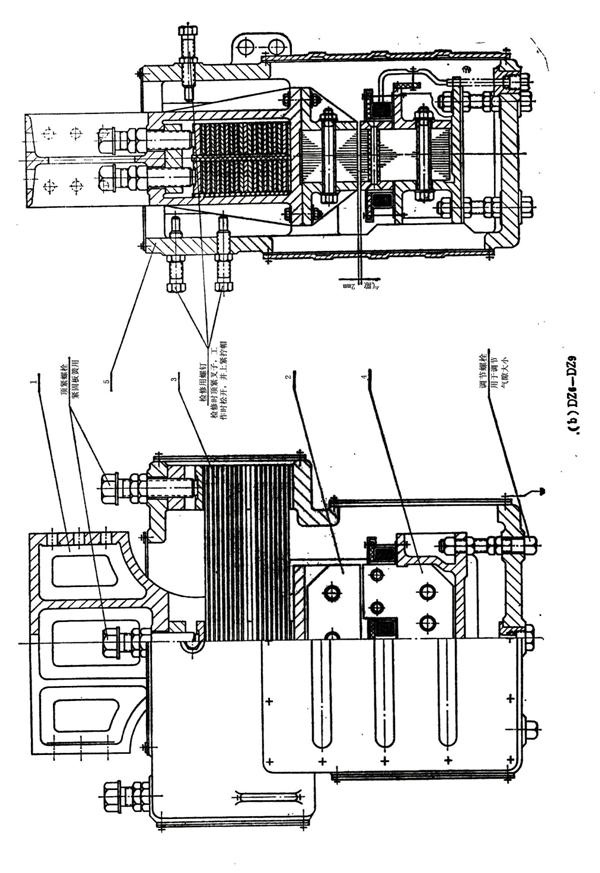
GZ系列電振給料機(jī)振動器的設(shè)計氣隙為2毫米(即鐵芯和銜鐵的裝配間隙),,如果裝配間隙偏大,,將會引起電流的顯著增大,以至燒毀線圈,,相反,,如果氣隙偏小,則鐵芯和銜鐵將容易發(fā)生碰撞,,造成鐵芯和銜鐵的損壞,。本系列電振給料機(jī)裝配氣隙的調(diào)整是用鐵芯凸耳的長孔(DZ1~DZ5)或鐵芯后部的四個調(diào)整螺栓(DZ6~DZ9)來實現(xiàn)的,。在調(diào)整裝配氣隙的同時,鐵芯和銜鐵的兩個工作面必須保持平行,,調(diào)好后再把調(diào)整螺栓鎖緊,。
2、調(diào)整
給料機(jī)出廠前已經(jīng)調(diào)試好,。經(jīng)過現(xiàn)場試車各項基本參數(shù)確實達(dá)不到設(shè)計要求時,,也應(yīng)進(jìn)行一些必要的調(diào)試,其步驟如下:
(1)調(diào)整鐵芯銜鐵之間的裝配氣隙:
GZ系列電振給料機(jī)振動器的設(shè)計氣隙為2毫米(即鐵芯和銜鐵的裝配間隙),,如果裝配間隙偏大,,將會引起電流的顯著增大,以至燒毀線圈,,相反,,如果氣隙偏小,則鐵芯和銜鐵將容易發(fā)生碰撞,,造成鐵芯和銜鐵的損壞,。本系列電振給料機(jī)裝配氣隙的調(diào)整是用鐵芯凸耳的長孔(DZ1~DZ5)或鐵芯后部的四個調(diào)整螺栓(DZ6~DZ9)來實現(xiàn)的,。在調(diào)整裝配氣隙的同時,鐵芯和銜鐵的兩個工作面必須保持平行,,調(diào)好后再把調(diào)整螺栓鎖緊,。
(2)彈性系統(tǒng)的調(diào)諧:
所謂的調(diào)諧就是調(diào)整系統(tǒng)的諧振指數(shù)。本系列電振機(jī)的設(shè)計調(diào)諧值為0.9,,雙質(zhì)體在低臨界近共振狀態(tài)下工作,。如果系統(tǒng)的調(diào)諧值低于0.9,電流達(dá)到額定值時振幅偏小,,降低給料機(jī)的生產(chǎn)率,,如果系統(tǒng)的調(diào)諧值低于0.9,特別是接近共振點時,,給料機(jī)負(fù)載后,,調(diào)諧值繼續(xù)升高,容易達(dá)到超臨界狀態(tài),,也可能遠(yuǎn)離其振點,,引起振幅下降,造成物料輸送不穩(wěn)定或降低給料機(jī)的生產(chǎn)率,,因此給料機(jī)必須進(jìn)行反復(fù)細(xì)致的調(diào)諧,。
本系列電振機(jī)的調(diào)諧是通過調(diào)整板彈簧組的片數(shù)來實現(xiàn)的。調(diào)諧時,,先擰緊板彈簧的頂緊螺栓并松開裝配用的連接叉定位螺栓(參看圖5),,然后接通電源,調(diào)節(jié)電位器旋鈕,,逐漸增加電流,,同時觀察振幅指示牌所示的振幅,如果電流達(dá)到額定值時振幅偏小,,則應(yīng)先把板彈簧的頂緊螺栓稍許放松,,這時如果振幅增大,電流下降,,說明板彈簧組剛度偏大,,應(yīng)適當(dāng)減少板彈簧片數(shù),如果頂緊板彈簧的螺栓放松之后,,振幅更加減小,,則說明板彈簧組的剛度偏低,應(yīng)適當(dāng)增加板彈簧數(shù),,如果初開車,,當(dāng)電流達(dá)到額定值時振幅偏大,并超過額定值,則說明板彈簧剛度偏低,,亦應(yīng)適當(dāng)增加板彈簧片數(shù),。
如此反復(fù)進(jìn)行,直至振幅,、電流達(dá)到額定值為止(當(dāng)振幅達(dá)到額值時電流稍低于額定值亦可),。
1、安裝:
(1)本系列電振機(jī)均為懸掛式安裝,,其中振動器的懸掛吊桿應(yīng)垂直吊掛,,為了減少給料機(jī)的橫向擺動,,給料槽懸掛吊桿應(yīng)向外張開100布置,四個懸掛吊桿應(yīng)吊掛在具有足能剛度的結(jié)構(gòu)上,,對于大型給料機(jī)為了維修和更換料槽方便,,應(yīng)布置移動滑架,懸掛吊桿型式參看附圖1,。
(2)安裝時一般不要折卸安裝,,安裝后的給料機(jī)周圍應(yīng)有一定的流動間隙,使給料機(jī)處于自由狀態(tài),。
(3)安裝后的給料機(jī)橫向應(yīng)水平,,以免給料機(jī)工作時物料向一側(cè)偏移。
(4)按控制原理圖進(jìn)行接線,,并進(jìn)行接地保護(hù),。
(5)安裝完的給料機(jī)在試運轉(zhuǎn)前必須松開檢修時用的聯(lián)接叉定位螺栓,然后用螺母鎖緊,,參看圖5,。
2、調(diào)整
給料機(jī)出廠前已經(jīng)調(diào)試好,。經(jīng)過現(xiàn)場試車各項基本參數(shù)確實達(dá)不到設(shè)計要求時,,也應(yīng)進(jìn)行一些必要的調(diào)試,其步驟如下:
(1)調(diào)整鐵芯銜鐵之間的裝配氣隙:
GZ系列電振給料機(jī)振動器的設(shè)計氣隙為2毫米(即鐵芯和銜鐵的裝配間隙),,如果裝配間隙偏大,,將會引起電流的顯著增大,以至燒毀線圈,,相反,,如果氣隙偏小,則鐵芯和銜鐵將容易發(fā)生碰撞,,造成鐵芯和銜鐵的損壞,。本系列電振給料機(jī)裝配氣隙的調(diào)整是用鐵芯凸耳的長孔(DZ1~DZ5)或鐵芯后部的四個調(diào)整螺栓(DZ6~DZ9)來實現(xiàn)的,。在調(diào)整裝配氣隙的同時,鐵芯和銜鐵的兩個工作面必須保持平行,,調(diào)好后再把調(diào)整螺栓鎖緊,。
(2)彈性系統(tǒng)的調(diào)諧:
所謂的調(diào)諧就是調(diào)整系統(tǒng)的諧振指數(shù)。本系列電振機(jī)的設(shè)計調(diào)諧值為0.9,,雙質(zhì)體在低臨界近共振狀態(tài)下工作,。如果系統(tǒng)的調(diào)諧值低于0.9,電流達(dá)到額定值時振幅偏小,,降低給料機(jī)的生產(chǎn)率,,如果系統(tǒng)的調(diào)諧值低于0.9,特別是接近共振點時,,給料機(jī)負(fù)載后,,調(diào)諧值繼續(xù)升高,容易達(dá)到超臨界狀態(tài),,也可能遠(yuǎn)離其振點,,引起振幅下降,造成物料輸送不穩(wěn)定或降低給料機(jī)的生產(chǎn)率,,因此給料機(jī)必須進(jìn)行反復(fù)細(xì)致的調(diào)諧,。
本系列電振機(jī)的調(diào)諧是通過調(diào)整板彈簧組的片數(shù)來實現(xiàn)的。調(diào)諧時,,先擰緊板彈簧的頂緊螺栓并松開裝配用的連接叉定位螺栓(參看圖5),,然后接通電源,調(diào)節(jié)電位器旋鈕,,逐漸增加電流,,同時觀察振幅指示牌所示的振幅,如果電流達(dá)到額定值時振幅偏小,,則應(yīng)先把板彈簧的頂緊螺栓稍許放松,,這時如果振幅增大,電流下降,,說明板彈簧組剛度偏大,,應(yīng)適當(dāng)減少板彈簧片數(shù),如果頂緊板彈簧的螺栓放松之后,,振幅更加減小,,則說明板彈簧組的剛度偏低,應(yīng)適當(dāng)增加板彈簧數(shù),,如果初開車,,當(dāng)電流達(dá)到額定值時振幅偏大,并超過額定值,則說明板彈簧剛度偏低,,亦應(yīng)適當(dāng)增加板彈簧片數(shù),。
如此反復(fù)進(jìn)行,直至振幅,、電流達(dá)到額定值為止(當(dāng)振幅達(dá)到額值時電流稍低于額定值亦可),。